Klingenschliff, Schneidenwinkel und Schneidenfinish sind wichtige Kriterien für die Leistungsfähigkeit eines Messers. Der Anwendungsbereich sowie die Anforderungen an das Messer, diktieren also maßgeblich diese Faktoren. Wir versuchen dies hier nun verständlich zu erklären.
 Schneidaufgaben
Schneidaufgaben
Bevor man einen Klingenschliff, Schneidenwinkel oder auch nur das Schneidenfinish für ein Messer oder Werkzeug auswählt, muss man die Aufgaben betrachten, die eine Klinge verrichten soll. Hauptsächlich gibt es zwei verschiedene Arten, mit einem Messer zu schneiden:
- Zugschnitt
Ein ziehender Schnitt ist ein Schnitt bei dem – wie der Name schon sagt – die Klinge ziehend durch das Schnittgut gezogen wird. Beispiel: Brot schneiden. - Druckschnitt
Beim drückenden Schnitt wird das Messer nicht durch das Schnittgut gezogen, sondern nur mit vergleichsweise starkem Druck durch das Schnittgut gedrückt. Beispiele: Schnitzen, ein Hobel oder auch Holzhacken mit einer Axt.
 Schliff
Schliff
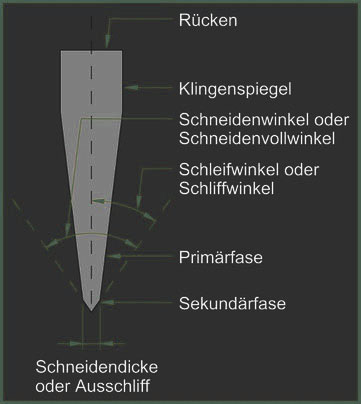
Wie bereits in den Informationen zum Klingenschliff erwähnt, haben manche Schliffarten eine Sekundärfase, andere hingegen nicht. Unabhängig davon ist das Ziel immer, eine möglichst ideale Schneide herzustellen. Die eigentliche Schneide (oder auch Schneidkante, bzw. Apex) ist der Bereich der Klinge, den wir im Folgenden näher betrachten.
Schneide
Die Schneide wird durch die eigentliche Schneidkante und in der Regel durch die Sekundärfase gebildet. Die Schneidkante selbst ist – mikroskopisch betrachtet – immer mit Ausbrüchen versehen und daher gezackt, ähnlich der Zahnung einer Säge. Denn bereits bei der Herstellung und beim Schleifen, aber auch beim Gebrauch des Messers bricht die Schneide im mikroskopischen Bereich durch unterschiedliche Belastungen und punktuell unterschiedliche Materialeigenschaften (z.B. Karbide) aus bzw. reißt ab. Hierdurch bildet sich in der Schneidkante immer ein Schneidenstumpf.
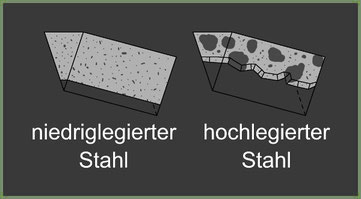 Grundsätzlich gilt, dass niedriglegierte Stähle (rostende Stähle bspw.) aufgrund ihrer feineren Gefügestruktur auch feiner und somit schärfer ausgeschliffen werden können, sie lassen daher deutlich spitzere Winkel zu, als hochlegierte Stähle („rostfreie“ bspw.). Auch bei niedriglegierten Stählen reißt die Schneidkante natürlich ab, jedoch feiner und weniger ausgezackt.
Grundsätzlich gilt, dass niedriglegierte Stähle (rostende Stähle bspw.) aufgrund ihrer feineren Gefügestruktur auch feiner und somit schärfer ausgeschliffen werden können, sie lassen daher deutlich spitzere Winkel zu, als hochlegierte Stähle („rostfreie“ bspw.). Auch bei niedriglegierten Stählen reißt die Schneidkante natürlich ab, jedoch feiner und weniger ausgezackt.
Hochlegierte Stähle (z.B. stark verschleißfeste u. korrosionsbeständige Stähle) bilden größere und komplexere Karbide und brechen im mikroskopischen Bereich der eigentlichen Schneidkante daher gröber aus. Um dies auszugleichen, wählt man größere Schneidenwinkel, als bei Legierungen mit nur geringen Zusätzen. Der Grund dafür ist, dass erst stumpfere Schneidenwinkel den Karbiden in der Stahlmatrix genug halt bieten und diese Karbide nun einmal, desto spitzwinkliger und feiner die Schneide wird, auch desto weniger Halt in der Stahlmatrix haben und dann bereits bei simplen Schnitzarbeiten im Grünholz, auch bei geringer Querbelastung bereits ausbrechen können. Die Eigenschaft eines Stahls, eine spitzwinklige, feine und somit polierte Schneidkante bilden, aber auch halten zu können, das nennt man Schneidkantenstabilität.
Die Beschaffenheit der Schneide, lässt sich zudem auch durch das Schärfen beeinflussen, hier sprechen wir von dem sogenannten Schneidenfinish, dies kann rau, somit gezackter- aber auch fein und somit poliert sein.
- Ein ziehender Schnitt ist also im Prinzip immer eher ein „Sägen“ mit dem Schneidenstumpf.
- Beim drückenden Schnitt hingegen, wird die von oben wirkende Druckkraft eher punktuell in das Schnittgut eingebracht.
Schneidenwinkel erklärt
Den Zusammenhang zwischen Schneidenwinkel und den anderen, eingangs genannten Faktoren, können wir uns als Mischpult vorstellen. Unglücklicherweise sind die Regler über die Eigenschaften miteinander verbunden (siehe Diagramm unten, roter Regler).
| Schneidenwinkel | Kraftaufwand | Druckschnitteignung | Schnittqualität |
| ↑ groß | ↑ hoch | ↑ gering | ↑ gering |
| ***** | ***** | * | * |
| **** | **** | ** | ** |
| *** | *** | *** | *** |
| ** | ** | **** | **** |
| * | * | ***** | ***** |
| ↓ klein | ↓ gering | ↓ hoch | ↓ hoch |
Das heißt zum Beispiel:
- ein großer Schneidenwinkel bedarf eines hohen Kraftaufwands zum Durchtrennen des Schnittgutes; die Eignung für einen Druckschnitt ist eingeschränkt; die Schnittqualität ist ebenfalls nicht gut
- ein kleiner Schneidenwinkel bedarf eines geringeren Kraftwaufwands zum Durchtrennen des Schnittgutes; die Eignung für einen Druckschnitt ist gut; die Schnittqualität ist ebenfalls gut
Schneidenfinish erklärt
| Schneidenfinish | Zugschnitteignung | Druckschnitteignung | Schnittqualität |
| ↑ rau (Mikrosäge) | ↑ hoch | ↑ gering | ↑ gering |
| ***** | ***** | * | * |
| **** | **** | ** | ** |
| *** | *** | *** | *** |
| ** | ** | **** | **** |
| * | * | ***** | ***** |
| ↓ fein (poliert) | ↓ gering | ↓ hoch | ↓ hoch |
Jetzt an der Stelle kann man sich vielleicht bereits vorstellen, dass eine eher sägeartige Schneide besser im ziehenden Schnitt funktioniert, diese „Säge“ aber einer viel feineren Schneide im drückenden Schnitt wiederum unterlegen ist.
Die Liste der Eigenschaften läßt sich weiter fortsetzen, z.B. geht mit einem großen Schneidenwinkel natürlich auch eine starke Spaltwirkung auf das Schnittgut einher, usw.
Noch nicht berücksichtigt ist die Frage der Stahlsorte und der Wärmebehandlung. Während der Herstellung wird natürlich für jedes Messer bereits ein Schneidenwinkel vorgegeben. Je nach Anwendungsbereich des Messers oder Schneidwerkzeugs sind unterschiedliche Schneidenwinkel besser oder schlechter für die anstehende Aufgabe geeignet. Oft kann es sinnvoll sein, sein Messer an die eigenen Bedürfnisse anzupassen und das Messer auf einen anderen Winkel umzuschleifen. Dies ist jedoch nur mit Erfahrung und genauer Berücksichtigung aller Faktoren zu beurteilen.
Schleifwinkel in der Praxis
Die untigen Angaben stellen eine Verallgemeinerung dar, haben sich jedoch in der Praxis zumeist als zweckmäßig erwiesen:
| Typ | Hauptaufgabe / Verwendungszweck | Schliffwinkel ° | Schneidenwinkel ° |
| Outdoor / Bushcraft |
Fleisch schneiden (z.B. Jagd) | 15-20 | 30-40 |
| Schnitzen (fein) | 10-15 | 20-30 | |
| Wild aufbrechen (Jagd) | 15-20 | 30-40 | |
| Schnitzen (grob, z.B. Stock) | 15-20 | 30-40 | |
| Standhauer / Batoning | 15-22 | 40-45 | |
das ist die beste erklärung im netz, danke dir!
Bitteschön. 🙂